MAKALAH TEKNOLOGI BAHAN
PEMBUATAN KOMPONEN
OTOMOTIF DENGAN PROSES EKTRUSI (INJECTION)
INJECTION
MOLDING
NAMA
: ANDI
NIM.
1021401051
Program Teknik Mesin
POLITEKNIK GUNAKARYA
INDONESIA
KATA PENGANTAR
Puji syukur
kehadirat allah SWT,akhir nya saya bisa menyelesaikan tugas makalah teknologi
bahan, dengan tema pembuatan komponen automotif dengan cara ektruksi proses
injection,proses inject di sini saya mengangkat dengan menggunakan injection
moulding.
Dewasa ini kita
tahu bahwa benda-benda di sekeliling kita khusus nya DUNIA OTOMOTIF itu sebagian
di buat dengan cara proses cetak menggunakan mesin cetak injection moulding.Di
dalam makalah ini saya sedikit berbagi wawasan tentang proses pembuatan
komponen otomotif,khusus nya pembuatan komponen electrical pada sepeda
motor,adapun proses pembuatan nya kita akan bahas di makalah ini.
Pembuatan
makalah ini saya ambil dari berbagai sumber dari buku-buku maupun internet dan
saya kembangkan,terima kasih kepada semua pihak yang sudah membantu,kalau ada salah
dan kekeliruan saya mohon maaf,masukan dan saran yang sifat nya membangun saya
harapkan.semoga makalah ini bias bermanfaat bagi teman-teman pembaca.
Pennyusun
1
TEORI
Dewasa ini, terjadi pertumbuhan
yang sangat pesat pada penggunaan produk plastik di industri manufaktur karena
sangat serbaguna dan memiliki nilai ekonomis yang tinggi. Dukungan ilmu
pengetahuan dan teknologi sangat diperlukan khususnya untuk pemanfaatan dan
pengolahan polimer, sehingga dapat dihasilkan produk plastik dengan kuantitas
yang cukup tinggi dan kualitas yang baik. Salah satu teknik yang cukup efektif
dan banyak dipergunakan untuk pengolahan bahan thermoplastic adalah injection
molding.
Injection Molding banyak dipilih karena memiliki beberapa keuntungan diantaranya : kapasitas produksi yang tinggi, sisa penggunaan material (useless material) sedikit dan tenaga kerja minimal. Sedangkan kekuranganya, biaya investasi dan perawatan alat yang tinggi , serta perancangan produk harus mempertimbangkan untuk pembuatan disain moldingnya.
Injection Molding banyak dipilih karena memiliki beberapa keuntungan diantaranya : kapasitas produksi yang tinggi, sisa penggunaan material (useless material) sedikit dan tenaga kerja minimal. Sedangkan kekuranganya, biaya investasi dan perawatan alat yang tinggi , serta perancangan produk harus mempertimbangkan untuk pembuatan disain moldingnya.
Definisi mold atau mesin cetak.
Mold dapat didefinisikan sebagai cetakan, atau proses yang dipergunakan dalam industri manufaktur untuk mencetak material. Sedangkan Injection Molding merupakan salah satu teknik pada industri manufaktur untuk mencetak material dari bahan thermoplastic.
Mold dapat didefinisikan sebagai cetakan, atau proses yang dipergunakan dalam industri manufaktur untuk mencetak material. Sedangkan Injection Molding merupakan salah satu teknik pada industri manufaktur untuk mencetak material dari bahan thermoplastic.
Sejarah mesin injection molding.
Mesin injection molding tercatat telah dipatenkan
pertama kali pada tahun 1872 di Amerika Serikat untuk memproses celluloid.
Berikutnya pada tahun 1920-an di Jerman mulai dikembangkan mesin injection
molding namun masih dioperasikan secara manual dimana pencekaman mold masih
menggunakan tuas. Tahun 1930-an ketika berbagai macam resin tersedia
dikembangkan mesin injection molding yang dioperasikan secara hidrolik.Pada era
ini kebanyakan mesin injection moldingnya masih bertipe single stage plunger.
Pada tahun 1946 James Hendry membuat mesin injection molding tipe single-stage
reciprocating screw yang pertama. Mulai tahun 1950-an relay dan timer mulai digunakan untuk pengontrolan proses injeksi.
Komponen utama
- Unit
injeksi - bagian dari mesin injection molding yang berfungsi untuk
melelehkan material plastik, terdiri dari hopper, barrel dan screw.
- Mold
bagian dari mesin injection molding dimana plastik dilelehkan dicetak dan didinginkan.
- Unit
pencekam - bagian dari mesin injection yang berfungsi untuk mencekam mold
pada saat penginjeksian material ke dalam cetakan sekaligus menyediakan
mekanisme pengeluaran produk dari mold
3
DASAR TEORI
A.Apakah
injection molding itu?
Injection molding adalah metode
pemrosesan material termoplastik dimana material yang meleleh karena pemanasan
dinjeksikan oleh plunger ke dalam cetakan atau mould yang didinginkan oleh air
dimana material tersebut akan menjadi dingin dan mengeras sehingga bisa
dikeluarkan dari cetakan.
PROSES:
1.
Resin
mencair di titik panas tertentu dan membeku menjadi macam-macam bentuk.Barang
cetakan plastik yang di daur ulang lalu dipanaskan kembali dan di bekukan
lagi menjadi bentuk dan seterus nya.Resin jenis ini biasa di sebut
THERMOPLASTIC RESIN.
2.
Resin yang kembali menjadi solid yang setelah
di cairkan,dan tidak dapat di cairkan setelah di panaskan,resin jenis ini
sering di sebut ( THERMOSETTING RESIN) resin ini hanya bisa dibentuk sekali
saja dan tidak dapat di daur ulang.
|
Perbedaan dasar antara
thermoplastic resin dan thermoplastic resin :
|
||||||||||
|
Prinsip kerja antara Thermoplastic & thermosetting.
Proses molding system injection
Thermoplastic resin.
Dimana biji plastic(RESIN) mengalami proses pencairan(plasticizing),pengaliran(injection&packing),
pembentukan(Hold pressure),
pengerasan /penyusutan(colling),dan
produk(Release) yang kita inginkan.
Themosetting resin.
Dimana biji plastic(RESIN)mengalami proses pencairan (PLASTICiZING){HEATING},pengaliran (injection &packing),pembentukan (hold pressure),pengerasan (Heating),dan produk (Release).
Kedua
resin ini dapat di kenali satu sama lain dalam view pointsaat pemanasan di
plasticizing proses dapat dibedakansatu sama lain.Tidak ada perbaedaan keduanya
dalam pase proses injection & holding pressure.Untuk pembentukan resin
setelah pengisian ke cavity cetakan,dimana thermoplastic resin membutuhkan
pendinginan,Thermosetting resin sebalik nya kembali membuutuhkan pemanasan.
MESIN INJECTION MOLDING (TYPE
SCREW)
Lihat gambar 1.
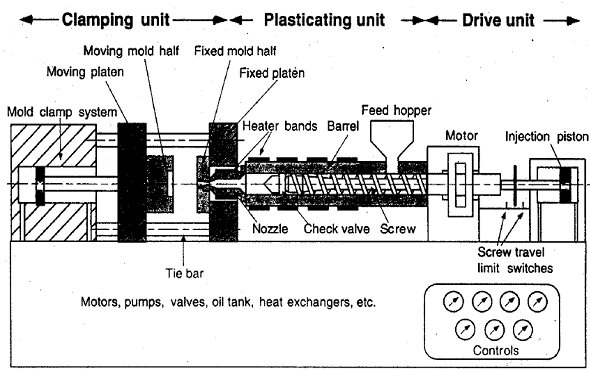 Gambar 1. Mesin Injection Molding
Gambar 1. Mesin Injection Molding
5
Ada
3 bagian utama dalam mesin injection molding.
ClampingUnit
Merupakan tempat untuk menyatukan molding. Clamping system sangat kompleks, dan di dalamnya terdapat mesin molding (cetakan), dwelling untuk memastikan molding terisi penuh oleh resin, injection untuk memasukan resin melalui sprue pendingin, ejection untuk mengeluarkan hasil cetakan plastik dari molding.
Merupakan tempat untuk menyatukan molding. Clamping system sangat kompleks, dan di dalamnya terdapat mesin molding (cetakan), dwelling untuk memastikan molding terisi penuh oleh resin, injection untuk memasukan resin melalui sprue pendingin, ejection untuk mengeluarkan hasil cetakan plastik dari molding.
PlasticizingUnit
Merupakan bagian untuk memasukan pellet plastik (resin) dan pemanasan. Bagian dari Plasticizing unit : Hopper untuk mamasukan resin; Screw untuk mencampurkan material supaya merata; Barrel; Heater danNozzle.
Merupakan bagian untuk memasukan pellet plastik (resin) dan pemanasan. Bagian dari Plasticizing unit : Hopper untuk mamasukan resin; Screw untuk mencampurkan material supaya merata; Barrel; Heater danNozzle.
Drive Unit
Unit untuk
melakukan kontrol kerja dari Injection Molding, terdiri dari Motor untuk
menggerakan screw; Injection Piston menggunakan Hydraulic system (sistem pompa)
untuk mengalirkan fluida dan menginjeksikan.
Proses injection
molding.
A.
Biji plastic atau resin dalam bentuk butiran atau bubuk
ditampung dalam sebuah hopper kemudian turun ke dalam barrel secara otomatis
(karena gaya gravitasi) dimana ia dilelehkan oleh pemanas yang terdapat di
dinding barrel dan oleh gesekan akibat perputaran sekrup/screw injeksi. Plastik
yang sudah meleleh diinjeksikan oleh sekrup injeksi (yang juga berfungsi
sebagai plunger) melalui nozzle ke dalam cetakan atau moulding yang didinginkan
oleh air. Produk yang sudah dingin dan mengeras dikeluarkan dari cetakan oleh
pendorong hidrolik yang tertanam dalam rumah cetakan selanjutnya diambil oleh
manusia atau menggunakan robot.Pada saat proses pendinginan produk secara
bersamaan di dalam barrel terjadi proses pelelehan plastik sehingga begitu
produk dikeluarkan dari cetakan dan cetakan menutup, plastik leleh bisa
langsung diinjeksikan.lihat gambar.2.
6

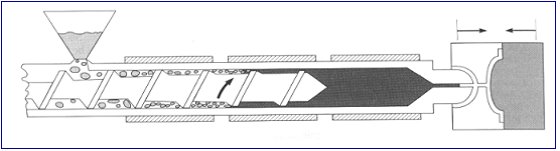
Gambar .2.
Plasticizing
Process
Plasticizing merupakan salah satu proses dalam Injection Molding, proses ini terjadi dalam platicizing unit. Resin yang masuk ke dalam plasticizing unit dengan adanya screw yang berputar menjadikan resin tercampur lebih homogen. Dibagian depan screw terjadi pemanasan resin hingga titik melting, resin mengalami proses plastizicing. Resin berubah bentuk dari padat ke cairan. Dengan bentuk cairan mememudahkan untuk proses injeksi ke nozzle dan akhirnya molding. Skema Proses plastizicing di dalam screw dapat dilihat gambar 3.

Gambar 3. Plasticizing dalam Screw
Injection
Injection diawali dari resin cair dalam plasticizing unit, diinjeksikan ke nozzle (sambungan antara molding unit dengan tabung plasticizing unit). Melalui sprue material mengalir ke molding, tekanan dan kecepatannya aliran ditentukan oleh perputaran screw. Bagian dwelling akan bekerja untuk menentukan
Plasticizing merupakan salah satu proses dalam Injection Molding, proses ini terjadi dalam platicizing unit. Resin yang masuk ke dalam plasticizing unit dengan adanya screw yang berputar menjadikan resin tercampur lebih homogen. Dibagian depan screw terjadi pemanasan resin hingga titik melting, resin mengalami proses plastizicing. Resin berubah bentuk dari padat ke cairan. Dengan bentuk cairan mememudahkan untuk proses injeksi ke nozzle dan akhirnya molding. Skema Proses plastizicing di dalam screw dapat dilihat gambar 3.
Gambar 3. Plasticizing dalam Screw
Injection
Injection diawali dari resin cair dalam plasticizing unit, diinjeksikan ke nozzle (sambungan antara molding unit dengan tabung plasticizing unit). Melalui sprue material mengalir ke molding, tekanan dan kecepatannya aliran ditentukan oleh perputaran screw. Bagian dwelling akan bekerja untuk menentukan
7
molding telah terisi penuh dengan memberikan tekanan.
Colling dilakukan dengan menentukan laju pendinginan untuk proses solidifikasi
plastik, hal ini sangat penting untuk menghasilkan plastik sesuai disain.
Molding dapat dibuka dengan memisahkan satu bagian dengan bagian lain molding.
Selanjutnya plastik hasil injeksi dikeluarkan melalui ejector. Lihat gambar 4.
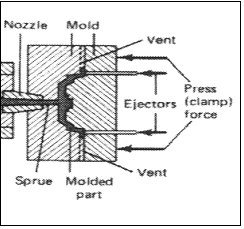
Gambar 4. clamping unit, menunjukan proses injeksi dari nozzle ke Sprue, molding dan terdapat ejector untuk mengeluarkan plastik.
B. Jendela proses
Lihat gambar.5. 8
 gambar.5.
gambar.5.
Jendela proses atau juga disebut Molding Area
Diagram adalah sebuah indikator seberapa jauh kita bisa memvariasikan proses
dan masih bisa membuat produk yang memenuhi syarat. Idealnya jendela proses
cukup lebar sehingga bisa mengakomodasi variasi alami yang terjadi selama
proses injeksi. Jika jendela proses terlalu sempit maka ada risiko menghasilkan
produk yang cacat akibat variasi proses injeksi berada di luar jendela. Jendela
proses berbeda-beda untuk tiap resin karena masing-masing resin memiliki titik
leleh (temperatur transisi gelas, Tg) yang berbeda-beda.
Jika temperature proses terlalu rendah maka ada kemungkinan
material tidak meleleh dan jika meleleh maka viskositasnya, sangat tinggi
sehingga memerlukan tekanan
injeksi yang sangat tinggi. Jika tekanan injeksi terlalu tinggi maka akan
menimbulkan flash atau burr
pada garis pemisah( parting line)cetakan akibat gaya
 gambar.6.
gambar.6.
9
Gas Assisted Injection Molding melibatkan
penggunaan gas
bertekanan tinggi dalam proses injeksi. Ketika mold baru terisi
sebagian material plastik leleh (1), gas bertekanan tinggi diinjeksikan. Gas
ini akan mendorong plastik leleh ke arah dinding-dinding cetakan (2). Tekanan
gas tetap dipertahankan untuk memberikan tekanan pemadatan sementara produk
mengalami pendinginan. Gas yang biasa dipakai adalah gas Nitrogen karena
bersifat inert.

- Leluasa
dalam mendesain bentuk-bentuk produk berongga, berdinding tipis ataupun
tebal dan berbentuk batang atau pipa
- Kekakuan
produk lebih tinggi akibat adanya ruang kosong (momen inersia polar lebih
tinggi)
- Memerlukan
jumlah gate lebih sedikit sehingga mengurangi weldline
- Tidak ada
cacat sinkmark pada produk-produk yang tebal
- Tekanan
injeksi dan pemadatan yang lebih rendah
- Distribusi
tekanan pemadatan lebih merata dan siklus injeksi lebih cepat akibat waktu
pendinginan lebiih singkat. 10
ILUSTRASI
PEMBUTAN KOMPONEN ATAU PRODUK.
Sebagai ilustrasi plastik solid
hasil dari injection molding dilihat pada gambar 4. Resin cair yang masuk dari
sprue sampai ke part sesuai dengan cetakan (molding) mengalami proses
pendinginan menjadi padatan (solid) sesuai dengan gambar 4
Gambar ilustrasi produk.
Lihat gambar 7.
 gambar.7.
gambar.7.
Bagian hasil cetakan yang
dipergunakan konsumen adalah part, sedangkan sprue dan runner merupakan
jalannya resin untuk sampai ke part, dan mengalami pendinginan, yang berubah
menjadi padatan.
selanjut nya untuk sprue dan runner akan di daur ulang atau di buang.Materail resin dapat di campur dengan sisa material runner dan sprue,ada juga material yang tidak dapat di campur dengan sisa material dan sprue
selanjut nya untuk sprue dan runner akan di daur ulang atau di buang.Materail resin dapat di campur dengan sisa material runner dan sprue,ada juga material yang tidak dapat di campur dengan sisa material dan sprue
HASIL CETAKAN
PLASTIK.
Produk
akhir yang di hasikan dalam proses injection molding terkadang tidak sesuai
dengan spesifikasi dan desain yang telah di rancang.
Adapun maslah-masalah yang sering kita temukan dalam
injection molding disini saya beri 2 contoh permasalahannya adalah sebagai berikut : 11
1.Sink mark
merupakan penuruan
bagian permukaan pada hasil injecion molding karena terjadinya penyusutan
bentuk plastik (volume) dan pengurangan densitas. Sink mark sangat dipengaruhi
oleh disain plastik dan sering terjadi pada disain yang rumit. Pada suatu saat,
dengan bentuk molding yang sama, dapat menghasilkan orientasi plastik yang
berbeda, kadang mengalami penggelembungan membentuk cekungan atau cembung,
terkadang juga mengalami penyusutan atau penambahan volume. Untuk mengatasi
masalah ini biasanya dengan cara meningkatkan cooling rate.
2.Weld Line
Weld line terjadi ketika, aliran resin cair dari sumber runner yang berbeda, bertemu dalama core (inti molding), biasanya terjadi pada akhir proses injeksi dalam molding.
Selain solusi teknis, untuk mengurangi masalah weld line, sink mark, dan inconsistent dimension, saat ini telah dikembangkan program simulasi aliran resin ke molding (mold flow) dengan menggunakan Pro-engineering. Sehingga engineer dapat memprediksikan didaerah mana akan terjadi permasalahan tersebut.
Utuk
menghindari hal –hal atau permasalahan diatas di butuh kan
perhitungan-perhitungan sbb:
Perkiraan Mold Clamping Force
Dasar hukum dari perkiraan mold clamping force adalah hukum pascal yang
berbunyi "Bila suatu cairan ditekan/didesak
kedalam suatu rangkaian tertutup, maka besarnya tekanan yang dipindahkan akan
sama besar pada semua bidang permukaan"Hukum pascal tersebut dapat disimpulkan menjadi rumus W = D : A
W = kerja(inci), D = jumlah cairan yang dipindahkan(inci3), A = luas area(inci2)
Bila dikaitkan dengan tekanan ( Pressure ), rumus berubah menjadi P = F : A
P = pressure(kgf/cm2), F = force(kgf), A = luas area(cm2)
Contoh kasus:
Pada mesin electromotif injection mold type inline screw, dibuat product berbahan
( bila tekanan didalam mold berkurang 40% )
Jawab: 12
luas area product/penampang didalam mold,
A = 300 X 300 = 90,000mm2 = 900cm2
pressure didalam mold berkurang 40%,
P = 1,000kgf/cm2 X 60% = 600kgf/cm2
clamping force,
F = P X A
= 600 X 900
= 540,000kgf
= 540ton
Perkiraan Jarak Plasticizing.
Pada proses injection, perkiraan jarak plasticizing sangat penting karena
plasticizing yang berlebihan bisa menyebabkan over pack saat material mendingin
yang akhirnya mold menjadi rusak, dan sebaliknya pada design mold tertentu
mensyaratkan product terisi penuh/tidak ada short mold agar product tidak
tertinggal dibagian fix plate sedangkan plasticizing yang kurang adalah
penyebab terjadinya short mold.Untuk bisa memperkirakan jarak plasticizing, kita harus mengetahui:
1. rumus volume product(termasuk runner) yaitu:
volume(V) = berat product termasuk runner (W) : berat jenis material(w)
2. rumus volume cylinder yaitu
volume(V) = luas alas(A) X jarak plasticizing(L)
maka didapatkan rumus jarak plasticizing yaitu:
jarak plasticizing(L) = berat product termasuk runner(W) : ( berat jenis material(w) X luas alas(A)
contoh kasus: 13
pada mesin electric injection mold, memiliki ukuran diameter screw 35mm, dibuat product berbahan baku polypropilene (PP), dengan berat product 10.5g dan berat runner 3.18g, berapa kira-kira jarak plasticizingnya?
Jawab,
diameter scew 35mm, r = 17.5mm
A = 3.14 X 17.52
= 961.625mm2
berat product termasuk runner(W) = 13.68g
berat jenis material PP (w) = 0.75g/cm3 = 0.00075g/mm3
jarak plasticizing:
L = W : ( w X A )
= 13.68 : ( 0.00075 X 961.625 )
= 13.68 : 0.72
= 19mm ( + 10 mm untuk vp position )
Jenis-jenis material plastic yang di gunakan sesuai dengan
aplikasinya:
14
Daftar pustaka
- (en)
Strong, A. Brent (2006). "Plastics: Materials and Processing".
Pearson Prentice Hall ISBN
0-13-114558-4
- (en)
R.J. Crawford (2002). “Plastic Engineering”. Buttenworth-Heinemann ISBN
0-7506-3764-1
- (en)
Anonym (1995). “The Wordsworth Dictionary of Science & Technology”.
Wordsworth Reference ISBN
1-85326-351-6
- (en)
Charles A. Harper (2000). “Modern Plastic Handbook”. McGraw-Hill, ISBN
0-07-026714-6
19
DAFTAR ISI
Kata
pengantar………………………………………………………………………………………………………………………………….. 1
Daftar
isi……………………………………………………………………………………………………………………………………………. 2
Teori……….………………………………………………………………………………………………………………………………………….3
Dasar
teori………………………………………………………………………………………………………………………………………….4
Prinsip kerja
thermosetting resin & thermo plastic resin…………………………………………………………………….5
Proses injection
molding……………………………………………………………………………………………………………………..6
Plasticizing
proses……………………………………………………………………………………………………………………………….7
Jendela
proses…………………………………………………………………………………………………………………………………….8
Diagram
molding/cetakan………………………………………………………………………………………………………………9-10
Ilustrasi pembuatan
produk……………………………………………………………………………………………………………..11
Hasil produk &
permasalahan nya……………………………………………………………………………………………………12
Perhitungan membuat
produk ok……………………………………………………………………………………………….13 - 14
Jenis-jenis material
plastic sesuai aplikasi yang di gunakan…………………………………………………………15 - 18
Daftar
pustaka………………………………………………………………………………………………………………………………….19
2
Tidak ada komentar:
Posting Komentar